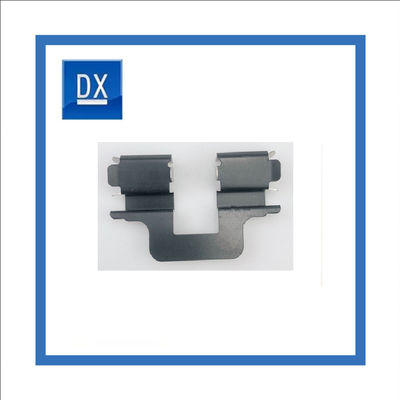
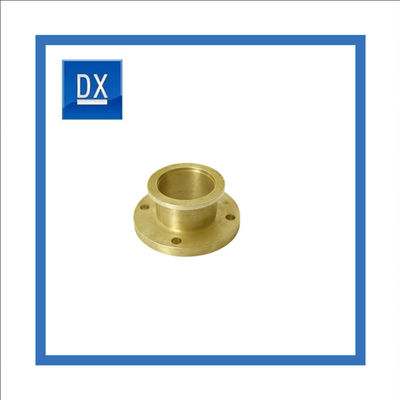
L'aluminium ADC12 les pièces polonaises et nickelées de moulage mécanique sous pression pour la moto.
Description
Le processus moulant sous pression traditionnel se compose principalement de quatre étapes, ou ce s'appelle le moulage en matrice à haute pression. Ces quatre étapes incluent la préparation de moule, remplissage, injection, et le sable tombant, qui sert également de base à divers amélioré des processus de moulage mécanique sous pression. Pendant le procédé de préparation, un lubrifiant doit être pulvérisé dans la cavité de moule. En plus de l'aide pour commander la température du moule, le lubrifiant peut également aider le demold le bâti. Alors vous pouvez fermer le moule et injecter le métal fondu dans le moule avec la haute pression.
La gamme de pression est environ MPA 10 à 175. Quand le métal fondu est rempli, la pression sera maintenue jusqu'à ce que le bâti solidifie. Alors la tige pousseuse éliminera tous les bâtis. Puisqu'il peut y avoir les cavités multiples dans un moule, des bâtis multiples peuvent être produits pendant chaque processus de moulage. Le processus du sable en baisse exige la séparation des résidus, y compris des ouvertures de moule, des coureurs, des portes, et l'éclair.
Nickelage :
1. l'épaisseur d'uniformité d'épaisseur et bons uniformes jetant la capacité sont une caractéristique principale du nickelage au bain chaud et l'une des raisons pour lesquelles elle est très utilisée.
Il évite l'épaisseur inégale de la couche plaquée due à la distribution actuelle inégale. Pendant la métallisation au bain chaud, tant que la surface de la pièce est en contact avec la solution de électrodéposition, la solution de électrodéposition disparaîtra.
Des composants consommés peuvent être complétés le niveau à temps, et l'épaisseur du revêtement sur les pièces plaquées est fondamentalement la même, même pour des cannelures, lacunes, et trou borgne.
2. Les pièces plaquées n'imprégneront pas l'hydrogène, et il n'y a aucune fragilisation par l'hydrogène. Il n'y a aucun besoin d'enlever l'hydrogène après le nickelage au bain chaud.
3. Les fonctions de beaucoup de matériaux et de parties, telles que la résistance à la corrosion et la résistance à l'oxydation à hautes températures, sont meilleures que ceux du nickel plaqué.
4. Il peut être déposé sur la surface de divers matériaux, comme : alliage basé sur acier, alliage d'alliage et d'aluminium basé sur zinc, verre, céramique, plastiques, semi-conducteurs, etc.
Sur la surface du matériel, créant de ce fait des conditions pour améliorer la représentation de ces matériaux.
| Nom | L'aluminium ADC12 les pièces polonaises et nickelées de moulage mécanique sous pression pour la moto |
| Matériel | ADC12 |
| Matériel de moule | SKD61, H13 |
| Finition | Polonais et nickelé |
| Utilisation | Moto |
| Capacité d'approvisionnement | 100,00pcs par mois |
| Conception | Le divers type de 2D ou les dessins 3D sont acceptables, comme le JPG, pdf, DWG, DXF, IGS, STP, X_T, SLDPRT etc. |
| Normes | AISI, ATSM, UNI, les BS, DIN, JIS, gigaoctet etc. |
| Délai de livraison | 35 jours pour des échantillons et 30 jours pour la production. |
| Paquet | Carton et palette |
| Service | OEM/ODM |
| Équipement du bâti |
1. La haute pression usinage de moulage mécanique sous pression : 125T/180T/250T/280T/500T/800T/1250T |
| Certification : | 16949:2016 d'OIN 9001-2015 et d'IATF |
| Essai | Machine du même rang de la mesure trois pour l'essai. |
Atelier de usinage
![]()
Atelier
![]()
Équipements d'inspection
![]()
A. Tooling et échantillons :
1) Le moulage au sable, dans 35-45days reçoivent ensuite l'année PO.
2) Le moulage mécanique sous pression, dans 40-50days reçoivent ensuite l'année PO.
3) Le bâti de gravité, dans 30-40days reçoivent ensuite l'année PO.
B. Productions :
Après l'obtention de l'ordre 30-40days. Si vous avez l'ordre très urgent, nous pouvons le vérifier
le meilleur délai de livraison pour vous.
1) Les palettes standard exportées ont inclus le paquet de carton
2) Caisse en bois standard exportée
3) Faites le paquet comme client requis